7018 A C Skinner Pkwy, Unit 230, Jacksonville, FL 32256
(844) 397-9783
")

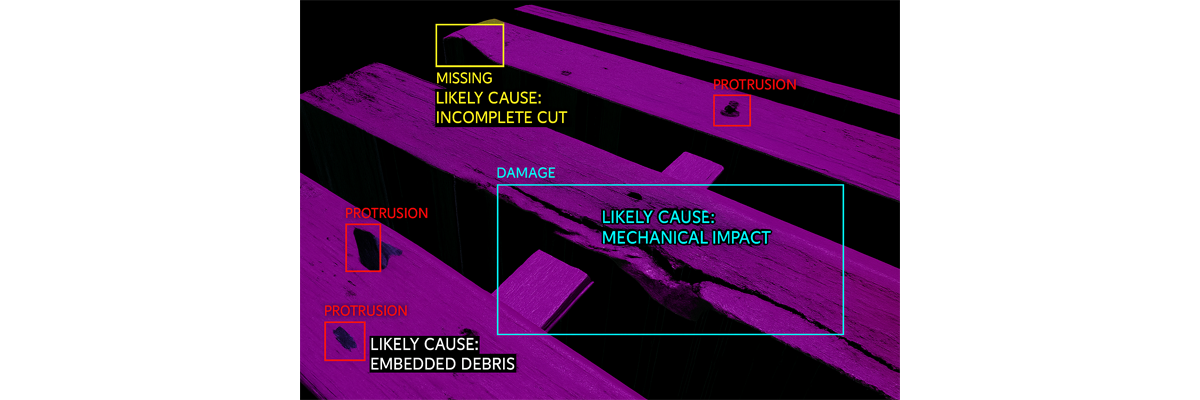
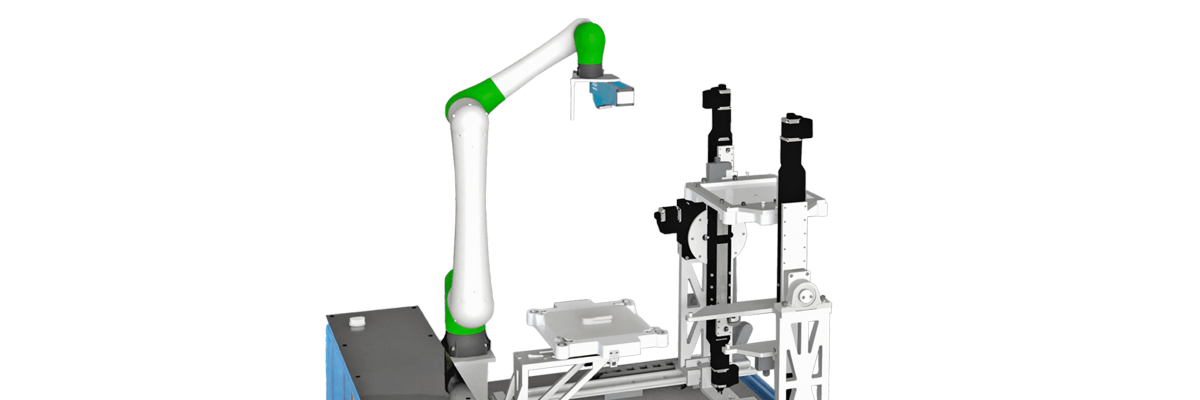
EZ Eye is EZ systems’ fully integrated machine vision inspection platform that provides a comprehensive solution for industrial applications using conventional rule-based algorithms and machine learning.
While being compatible with most industrial vision hardware, EZ Eye provides a complete user interface for live view of image acquisition, inspection results, systems statistics, and status & alarms. In addition, EZ eye is equipped with enterprise integration through PLC communication for status and results exchange.
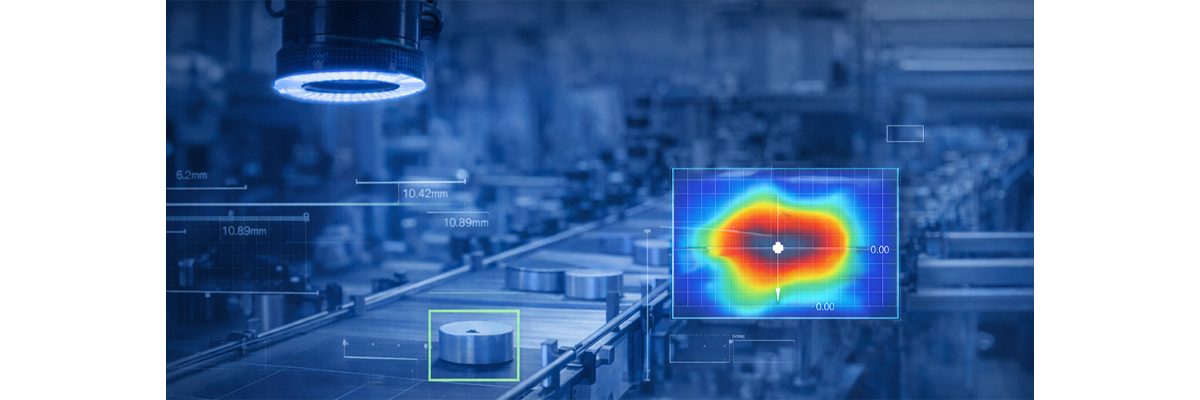
As building a robust machine vision algorithm highly depends on the quality of image presentation, our team is an expert in selecting the appropriate optical hardware to achieve the best image quality to maximize visibility and detection of the feature(s) of interest, while taking into account available processing time, and dimensional constraints.
All our vision system optic components are selected with the intention of having a long obsolescence proof life cycle. We perform careful calculations to scope out the camera’s resolution and speed, and the optical lens best compatible to the camera to achieve the best image formation. Our Lighting options include all kinds of light hardware such as backlights, bar lights, and ring lights in a variety of spectrums such as UV, Visible, and IR best suited to illuminate the features of interest on the part to be inspected. We provide additional services to assist our customers through their machine vision system development journey such as Virtual Sample Image Generation and annotation assistance platform.

")